PROBLEM:
Manchmal können Sie diese Fehlermeldung von Ihrem Controller erhalten:
"Radius to end of arc differs from radius to start."
Diese Fehlermeldung bedeutet, dass die CNC-Steuerung einen Konflikt bei der Berechnung des Radius eines Bogens (Arc) festgestellt hat.
In der CNC-Programmierung wird ein Bogen oder Kreis durch einen Startpunkt, einen Endpunkt und einen Radius definiert. Die Fehlermeldung "radius to end of arc differs from radius to start" weist darauf hin, dass der berechnete Radius vom Startpunkt des Bogens zum Endpunkt nicht mit dem tatsächlich programmierten Radius übereinstimmt.
Dieser Fehler kann durch verschiedene Faktoren verursacht werden, wie zum Beispiel:
Falsche Eingabe der Koordinaten für den Start- oder Endpunkt des Bogens.
Falsche Eingabe des Radius oder Durchmessers des Bogens.
Eine unzureichende Auflösung oder Genauigkeit der CNC-Steuerung, die zu Rundungsfehlern bei der Berechnung des Bogens führt.
Um diesen Fehler zu beheben, sollten Sie die Programmierung des Bogens überprüfen und sicherstellen, dass die Koordinaten und der Radius korrekt eingegeben wurden. Sie können auch versuchen, die Auflösung oder Genauigkeit der CNC-Steuerung zu erhöhen, um Rundungsfehler zu minimieren. Wenn der Fehler weiterhin besteht, sollten Sie sich an den Hersteller der CNC-Steuerung wenden, um Unterstützung zu erhalten.
MÖGLICHE LÖSUNG:
Das erste, was Sie überprüfen sollten, ist, dass Sie sowohl in der Steuerung als auch im Postprozessor denselben Modus für den Bogenmittelpunkt verwenden.
Je nach Konfiguration der Steuerung müssen Sie den Bogenmittelpunkt auf eine der folgenden Arten definieren
- als Abstand vom Startpunkt des Bogens
- als Abstand vom Endpunkt des Bogens
- oder in absoluten Koordinaten.
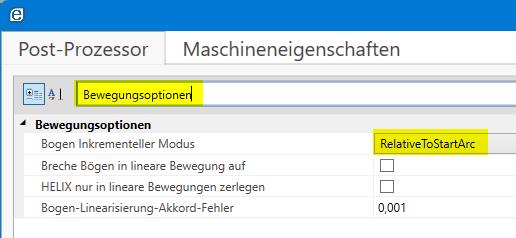
Um dies zu ändern, öffnen Sie den Postprozessor-Dialog und suchen Sie nach "Bewegungsoptionen",
Sie können bei "Bogen Inkrementeller Modus" ("Arc Incremental Mode") zwischen den 3 oben erwähnten Methoden wählen:
Definieren Sie den Bogenradius anstelle des Mittelpunkts
Wenn Sie nach dem Ausprobieren der obigen Methode immer noch ein Problem haben, können Sie versuchen, die Bogenbewegung so zu schreiben, dass nur die Werte für den Endpunkt und den Bogenradius definiert werden.
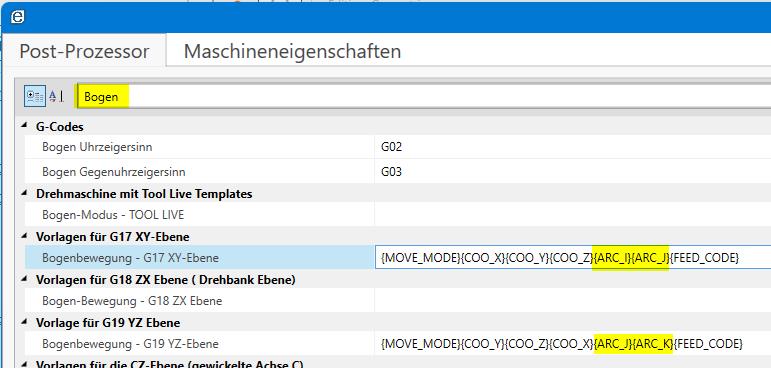
Bearbeiten Sie dazu die Vorlage [Bogenbewegung] im Postprozessor.
Im Falle der Drehmaschine ist die Standardvorlage :
{MOVE_MODE}{COMP_CODE}{COO_X_DIA}{COO_Z} {ARC_I}{ARC_K}{FEED_CODE}
obige Vorlage im entsprechenden Bogenwie folgt abändern:
{MOVE_MODE}{COMP_CODE}{COO_X_DIA}{COO_Z} {ARC_RADIUS}{FEED_CODE}
Mit anderen Worten: Ersetzen Sie die Tags {ARC_I}{ARC_K} durch den Tag {ARC_RADIUS}.
Die explizite Angabe der Position des Bogenmittelpunkts mit dem I J K-Wert ist eine bessere Methode, da die R-Methode in einigen Fällen nicht eindeutig sein kann, weshalb einige Kontrollen keine Vollkreise mit der R-Methode zulassen.
Bogenbewegung in lineare Bewegung umwandeln
Wenn Sie eine sehr alte Maschine (oder eine sehr dumme Maschine ;-) haben, die keine Bogenbewegungen verarbeiten kann, ist es möglich, sie in eine Liste von linearen G1-Bewegungen umzuwandeln.
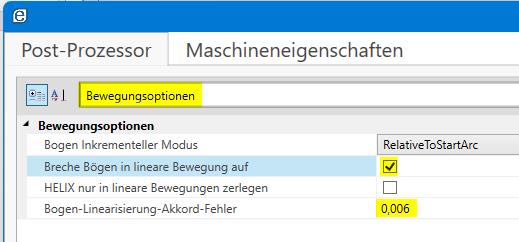
Suchen und aktivieren Sie dazu "Breche Bögen in lineare Bewegungen auf".
Bearbeiten Sie die zugehörigen Eigenschaften "Bogen-Linearisierung-Akkord-Fehler" ("Arc Linearization Chord Error"), um die Qualität des linearisierten Bogens anzupassen:

 GMBH")
